
ڈبل سائیڈڈ سرکٹ بورڈز پروٹوٹائپ پی سی بی مینوفیکچرر

پی سی بی کے عمل کی صلاحیت
| نہیں | پروجیکٹ | تکنیکی اشارے |
| 1 | تہہ | 1-60 (پرت) |
| 2 | پروسیسنگ کا زیادہ سے زیادہ علاقہ | 545 x 622 ملی میٹر |
| 3 | کم سے کم موٹائی | 4 (پرت) 0.40 ملی میٹر |
| 6 (پرت) 0.60 ملی میٹر | ||
| 8 (پرت) 0.8 ملی میٹر | ||
| 10 (پرت) 1.0 ملی میٹر | ||
| 4 | کم از کم لائن کی چوڑائی | 0.0762 ملی میٹر |
| 5 | کم از کم وقفہ کاری | 0.0762 ملی میٹر |
| 6 | کم از کم مکینیکل یپرچر | 0.15 ملی میٹر |
| 7 | سوراخ کی دیوار تانبے کی موٹائی | 0.015 ملی میٹر |
| 8 | دھاتی یپرچر رواداری | ±0.05 ملی میٹر |
| 9 | غیر دھاتی یپرچر رواداری | ±0.025 ملی میٹر |
| 10 | سوراخ رواداری | ±0.05 ملی میٹر |
| 11 | جہتی رواداری | ±0.076 ملی میٹر |
| 12 | کم از کم سولڈر پل | 0.08 ملی میٹر |
| 13 | موصلیت مزاحمت | 1E+12Ω (عام) |
| 14 | پلیٹ کی موٹائی کا تناسب | 1:10 |
| 15 | تھرمل جھٹکا | 288 ℃ (10 سیکنڈ میں 4 بار) |
| 16 | مسخ شدہ اور جھکا ہوا ہے۔ | ≤0.7% |
| 17 | بجلی مخالف طاقت | 1.3KV/mm |
| 18 | مخالف اتارنے کی طاقت | 1.4N/mm |
| 19 | ٹانکا لگانا سختی کے خلاف مزاحمت | ≥6H |
| 20 | شعلہ تابکاری | 94V-0 |
| 21 | رکاوٹ کنٹرول | ±5% |
ہم اپنی پیشہ ورانہ مہارت کے ساتھ 15 سال کے تجربے کے ساتھ سرکٹ بورڈز پروٹو ٹائپنگ کرتے ہیں۔
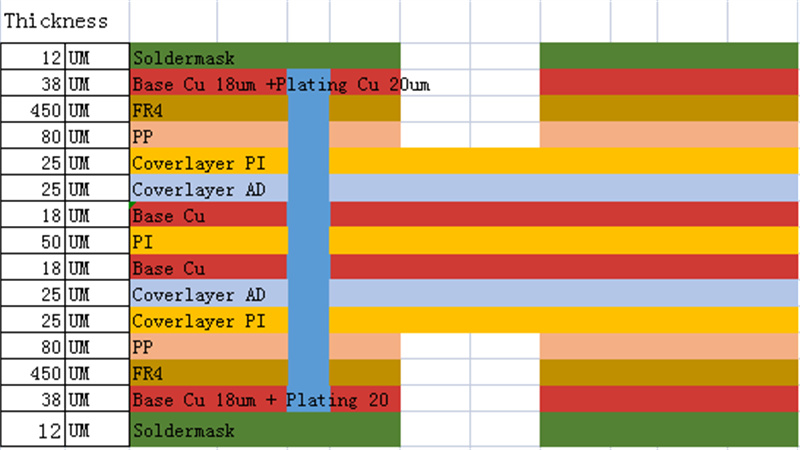
4 پرت فلیکس-ریگڈ بورڈز
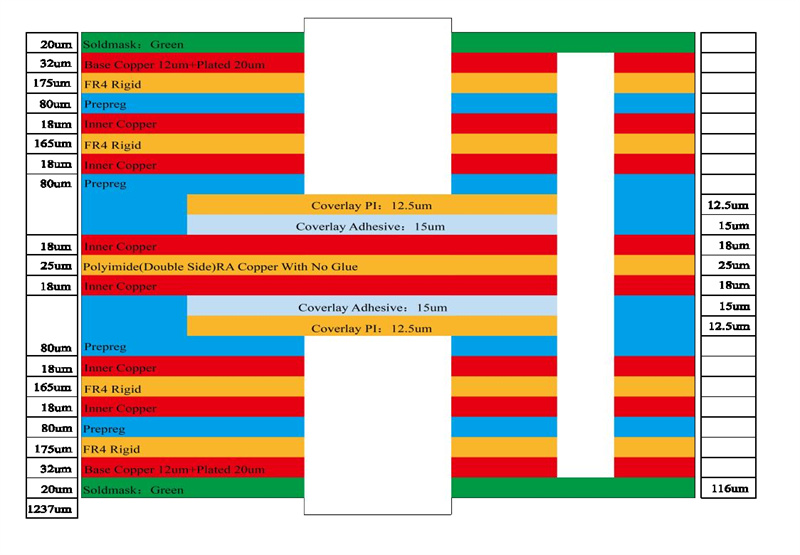
8 پرت رگڈ فلیکس پی سی بی
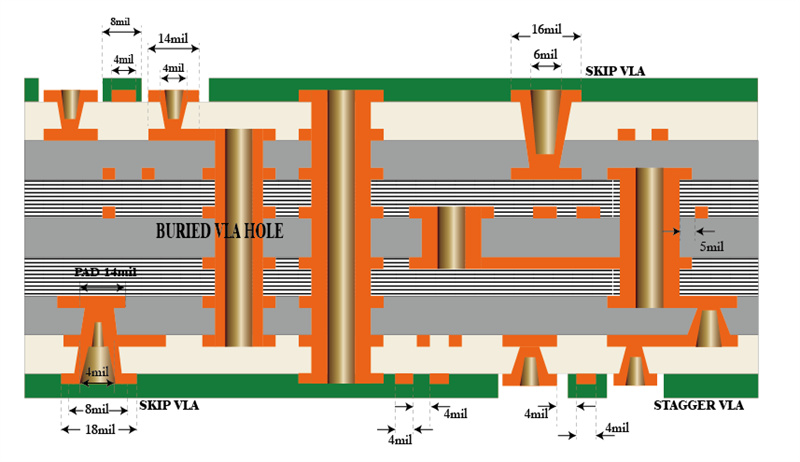
8 پرت ایچ ڈی آئی پرنٹ شدہ سرکٹ بورڈ
جانچ اور معائنہ کا سامان
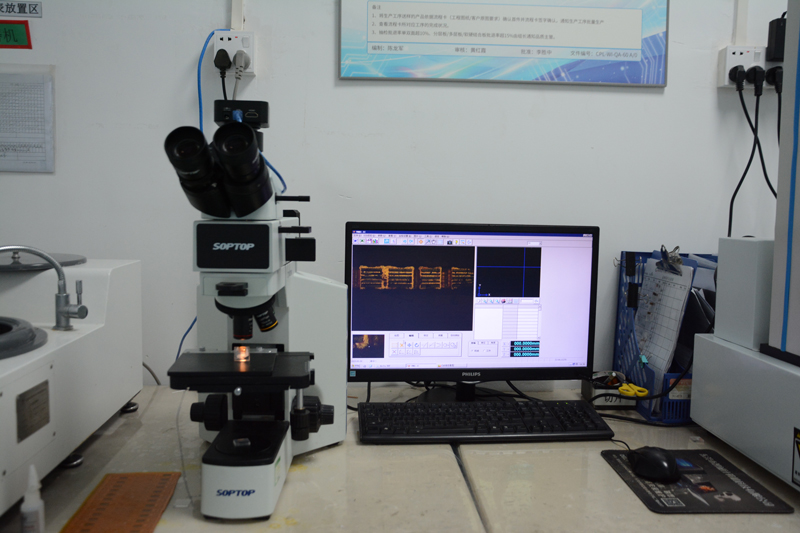
مائکروسکوپ ٹیسٹنگ
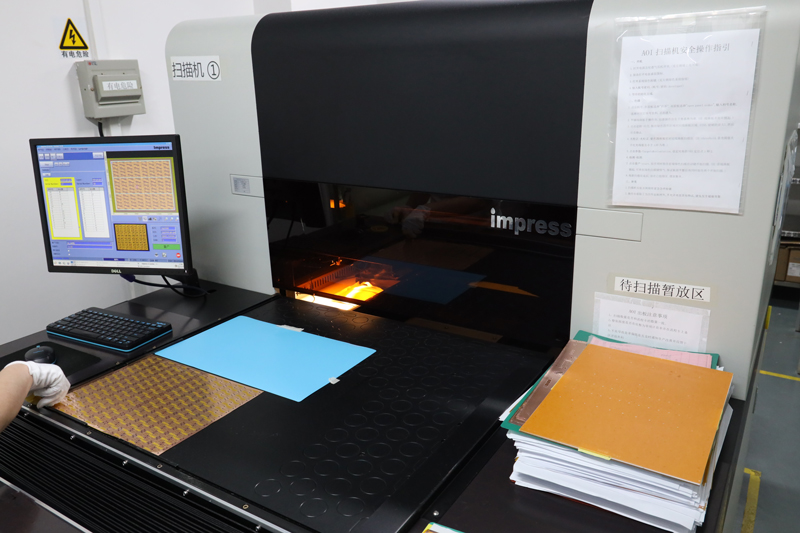
AOI معائنہ
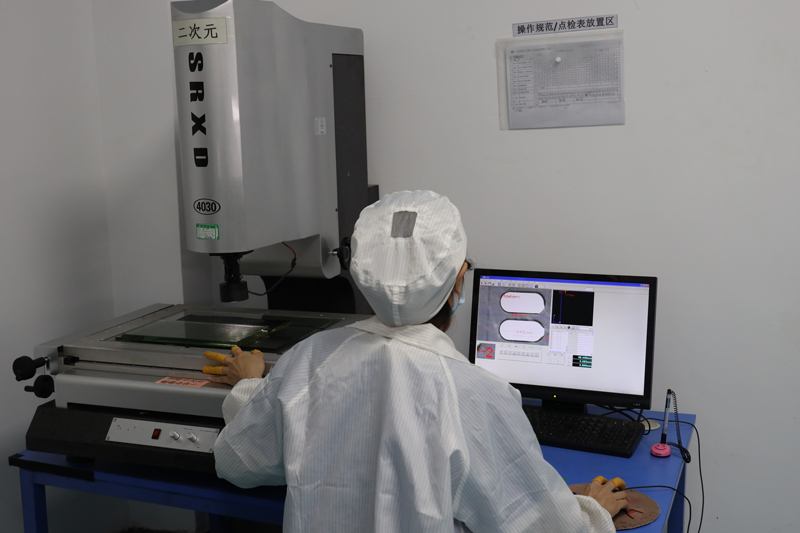
2D ٹیسٹنگ

امپیڈینس ٹیسٹنگ
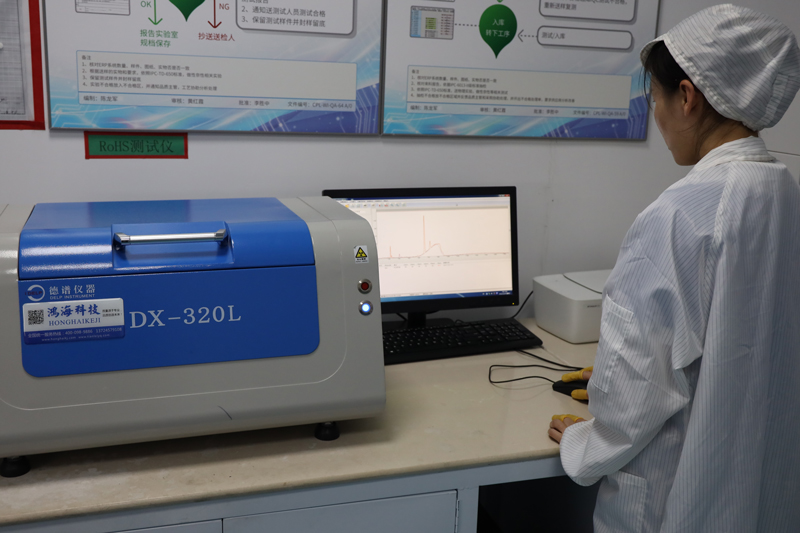
RoHS ٹیسٹنگ

فلائنگ پروب
افقی ٹیسٹر
موڑنے والا ٹیسٹ
ہماری سرکٹ بورڈز پروٹو ٹائپنگ سروس
. فروخت سے پہلے اور فروخت کے بعد تکنیکی مدد فراہم کریں؛
. 40 تہوں تک اپنی مرضی کے مطابق، 1-2 دن فوری موڑ قابل اعتماد پروٹو ٹائپنگ، اجزاء کی خریداری، ایس ایم ٹی اسمبلی؛
. میڈیکل ڈیوائس، انڈسٹریل کنٹرول، آٹوموٹیو، ایوی ایشن، کنزیومر الیکٹرانکس، IOT، UAV، کمیونیکیشن وغیرہ دونوں کو پورا کرتا ہے۔
. ہماری انجینئرز اور محققین کی ٹیمیں درستگی اور پیشہ ورانہ مہارت کے ساتھ آپ کی ضروریات کو پورا کرنے کے لیے وقف ہیں۔




اعلیٰ معیار کے ڈبل سائیڈڈ سرکٹ بورڈ کیسے تیار کیے جائیں؟
1. بورڈ ڈیزائن کریں: بورڈ لے آؤٹ بنانے کے لیے کمپیوٹر ایڈیڈ ڈیزائن (CAD) سافٹ ویئر استعمال کریں۔ اس بات کو یقینی بنائیں کہ ڈیزائن تمام برقی اور مکینیکل ضروریات کو پورا کرتا ہے، بشمول ٹریس کی چوڑائی، وقفہ کاری، اور اجزاء کی جگہ کا تعین۔ سگنل کی سالمیت، بجلی کی تقسیم، اور تھرمل مینجمنٹ جیسے عوامل پر غور کریں۔
2. پروٹو ٹائپنگ اور ٹیسٹنگ: بڑے پیمانے پر پیداوار سے پہلے، ڈیزائن اور مینوفیکچرنگ کے عمل کو درست کرنے کے لیے ایک پروٹو ٹائپ بورڈ بنانا بہت ضروری ہے۔ کسی بھی ممکنہ مسائل یا بہتری کی نشاندہی کرنے کے لیے فعالیت، برقی کارکردگی، اور مکینیکل مطابقت کے لیے پروٹوٹائپس کی اچھی طرح جانچ کریں۔
3. مواد کا انتخاب: ایک اعلیٰ معیار کے مواد کا انتخاب کریں جو آپ کی مخصوص بورڈ کی ضروریات کے مطابق ہو۔ عام مواد کے انتخاب میں سبسٹریٹ کے لیے FR-4 یا اعلی درجہ حرارت FR-4، کنڈکٹیو نشانات کے لیے تانبا، اور اجزاء کی حفاظت کے لیے سولڈر ماسک شامل ہیں۔
4. اندرونی تہہ تیار کریں: پہلے بورڈ کی اندرونی تہہ تیار کریں، جس میں کئی مراحل شامل ہیں:
a تانبے سے ملبوس ٹکڑے ٹکڑے کو صاف اور کھردرا کریں۔
ب تانبے کی سطح پر ایک پتلی فوٹو حساس خشک فلم لگائیں۔
c مطلوبہ سرکٹ پیٹرن پر مشتمل فوٹو گرافی کے آلے کے ذریعے فلم الٹرا وائلٹ (UV) روشنی کے سامنے آتی ہے۔
d فلم کو سرکٹ پیٹرن کو چھوڑ کر بے نقاب علاقوں کو ہٹانے کے لیے تیار کیا گیا ہے۔
e صرف مطلوبہ نشانات اور پیڈ چھوڑ کر اضافی مواد کو ہٹانے کے لیے بے نقاب تانبے کی کھدائی کریں۔
F. کسی بھی نقائص یا ڈیزائن سے انحراف کے لئے اندرونی تہہ کا معائنہ کریں۔
5. لیمینیٹ: اندرونی تہوں کو پریس میں پری پریگ کے ساتھ جمع کیا جاتا ہے۔ تہوں کو بانڈ کرنے اور ایک مضبوط پینل بنانے کے لیے حرارت اور دباؤ کا اطلاق ہوتا ہے۔ اس بات کو یقینی بنائیں کہ اندرونی تہوں کو صحیح طریقے سے سیدھ میں رکھا گیا ہے اور کسی بھی غلط ترتیب کو روکنے کے لیے رجسٹر کیا گیا ہے۔
6. ڈرلنگ: اجزاء کے بڑھنے اور آپس میں جڑنے کے لیے سوراخ کرنے کے لیے ایک درست ڈرلنگ مشین کا استعمال کریں۔ ڈرل بٹس کے مختلف سائز مخصوص ضروریات کے مطابق استعمال کیے جاتے ہیں۔ سوراخ کے مقام اور قطر کی درستگی کو یقینی بنائیں۔
اعلیٰ معیار کے ڈبل سائیڈڈ سرکٹ بورڈ کیسے تیار کیے جائیں؟
7. الیکٹرولیس کاپر چڑھانا: تمام بے نقاب اندرونی سطحوں پر تانبے کی ایک پتلی تہہ لگائیں۔ یہ قدم مناسب چالکتا کو یقینی بناتا ہے اور بعد کے مراحل میں چڑھانے کے عمل کو آسان بناتا ہے۔
8. بیرونی تہہ کی امیجنگ: اندرونی تہہ کے عمل کی طرح، باہری تانبے کی تہہ پر ایک فوٹو حساس ڈرائی فلم لیپت ہوتی ہے۔
ٹاپ فوٹو ٹول کے ذریعے اسے یووی لائٹ میں بے نقاب کریں اور سرکٹ پیٹرن کو ظاہر کرنے کے لیے فلم تیار کریں۔
9. بیرونی تہہ کی کھدائی: بیرونی تہہ پر غیر ضروری تانبے کو ہٹا دیں، مطلوبہ نشانات اور پیڈ چھوڑ دیں۔
کسی بھی نقائص یا انحراف کے لئے بیرونی پرت کو چیک کریں۔
10. سولڈر ماسک اور لیجنڈ پرنٹنگ: تانبے کے نشانات اور پیڈز کی حفاظت کے لیے سولڈر ماسک کا مواد لگائیں جب کہ اجزاء کی تنصیب کے لیے جگہ چھوڑ دیں۔ اجزاء کی جگہ، قطبیت، اور دیگر معلومات کی نشاندہی کرنے کے لیے اوپر اور نیچے کی تہوں پر علامات اور مارکر پرنٹ کریں۔
11. سطح کی تیاری: سطح کی تیاری کا اطلاق تانبے کی بے نقاب سطح کو آکسیکرن سے بچانے اور سولڈر کے قابل سطح فراہم کرنے کے لیے کیا جاتا ہے۔ اختیارات میں ہاٹ ایئر لیولنگ (HASL)، الیکٹرو لیس نکل وسرجن گولڈ (ENIG)، یا دیگر جدید فنشز شامل ہیں۔
12. روٹنگ اور تشکیل: پی سی بی پینلز کو روٹنگ مشین یا وی سکرائبنگ کے عمل کا استعمال کرتے ہوئے انفرادی بورڈز میں کاٹا جاتا ہے۔
یقینی بنائیں کہ کنارے صاف ہیں اور طول و عرض درست ہیں۔
13. الیکٹریکل ٹیسٹنگ: من گھڑت بورڈز کی فعالیت اور سالمیت کو یقینی بنانے کے لیے برقی ٹیسٹنگ جیسے تسلسل کی جانچ، مزاحمتی پیمائش، اور الگ تھلگ چیکس انجام دیں۔
14. کوالٹی کنٹرول اور انسپیکشن: تیار شدہ بورڈز کو کسی بھی مینوفیکچرنگ نقائص جیسے شارٹس، اوپنز، غلط ترتیب، یا سطح کے نقائص کے لیے اچھی طرح سے معائنہ کیا جاتا ہے۔ کوڈز اور معیارات کی تعمیل کو یقینی بنانے کے لیے کوالٹی کنٹرول کے عمل کو نافذ کریں۔
15. پیکنگ اور شپنگ: بورڈ کے معیار کا معائنہ کرنے کے بعد، شپنگ کے دوران نقصان کو روکنے کے لیے اسے محفوظ طریقے سے پیک کیا جاتا ہے۔
بورڈز کو درست طریقے سے ٹریک کرنے اور شناخت کرنے کے لیے مناسب لیبلنگ اور دستاویزات کو یقینی بنائیں۔







